

1. Alumīnija un alumīnija sakausējumu speciālo precīzijas ekstrūzijas materiālu raksturojums
Šāda veida izstrādājumiem ir īpaša forma, plāns sienu biezums, viegls vienības svars un ļoti stingras pielaides prasības. Šādus izstrādājumus parasti sauc par alumīnija sakausējuma precīzijas (vai īpaši precīzijas) profiliem (caurulēm), un šādu izstrādājumu ražošanas tehnoloģiju sauc par precīzijas (vai īpaši precīzijas) ekstrūziju.
Alumīnija sakausējuma īpaši precīzas (vai īpaši precīzas) ekstrūzijas galvenās iezīmes ir:
(1) Ir daudz dažādu šķirņu, nelielas partijas, un lielākā daļa no tām ir īpašam nolūkam paredzēti ekstrūzijas materiāli, kurus izmanto gandrīz visās dzīves jomās un visos cilvēku dzīves aspektos, tostarp visi ekstrūzijas produkti, piemēram, caurules, stieņi, profili un stieples, kas ietver dažādus sakausējumus un stāvokļus. Mazā šķērsgriezuma, plānās sienas biezuma, vieglā svara un mazo partiju dēļ ražošanu parasti nav viegli organizēt.
(2) Sarežģītas formas un īpašas kontūras, galvenokārt profilēti, plakani, plati, spārnoti, zobaini, poraini profili vai caurules. Virsmas laukums uz tilpuma vienību ir liels, un ražošanas tehnoloģija ir sarežģīta.
(3) Plašs pielietojums, īpašas veiktspējas un funkcionālās prasības. Lai izpildītu produkta lietošanas prasības, tiek izvēlēti daudzi sakausējuma stāvokļi, kas aptver gandrīz visus sakausējumus no 1××× līdz 8××× sērijām un desmitiem apstrādes stāvokļu ar augstu tehnisko saturu.
(4) Izsmalcināts izskats un plāns sienas biezums, parasti mazāks par 0,5 mm, daži pat sasniedz aptuveni 0,1 mm, svars uz metru ir tikai no dažiem gramiem līdz desmitiem gramu, bet garums var sasniegt vairākus metrus vai pat simtiem metru.
5) Šķērsgriezuma izmēru precizitātes un ģeometriskās pielaides prasības ir ļoti stingras. Kopumā mazu alumīnija sakausējuma precīzijas profilu pielaides ir vairāk nekā divas reizes stingrākas nekā JIS, GB un ASTM standartos noteiktās speciālo klašu pielaides. Vispārējas precizitātes alumīnija sakausējuma profilu sienas biezuma pielaidei jābūt no ±0,04 mm līdz 0,07 mm, savukārt īpaši precīzu alumīnija sakausējuma profilu šķērsgriezuma izmēra pielaide var sasniegt pat ±0,01 mm. Piemēram, potenciometram izmantotā precīzā alumīnija profila svars ir 30 g/m, un šķērsgriezuma izmēra pielaides diapazons ir ±0,07 mm. Steļļu precīzijas alumīnija profilu šķērsgriezuma izmēra pielaide ir ±0,04 mm, leņķa novirze ir mazāka par 0,5°, un lieces pakāpe ir 0,83 × L. Vēl viens piemērs ir augstas precizitātes īpaši plāna plakanā caurule automašīnām ar platumu 20 mm, augstumu 1,7 mm, sienas biezumu 0,17 ± 0,01 mm un 24 caurumiem, kas ir tipiski īpaši precīzi alumīnija sakausējuma profili.
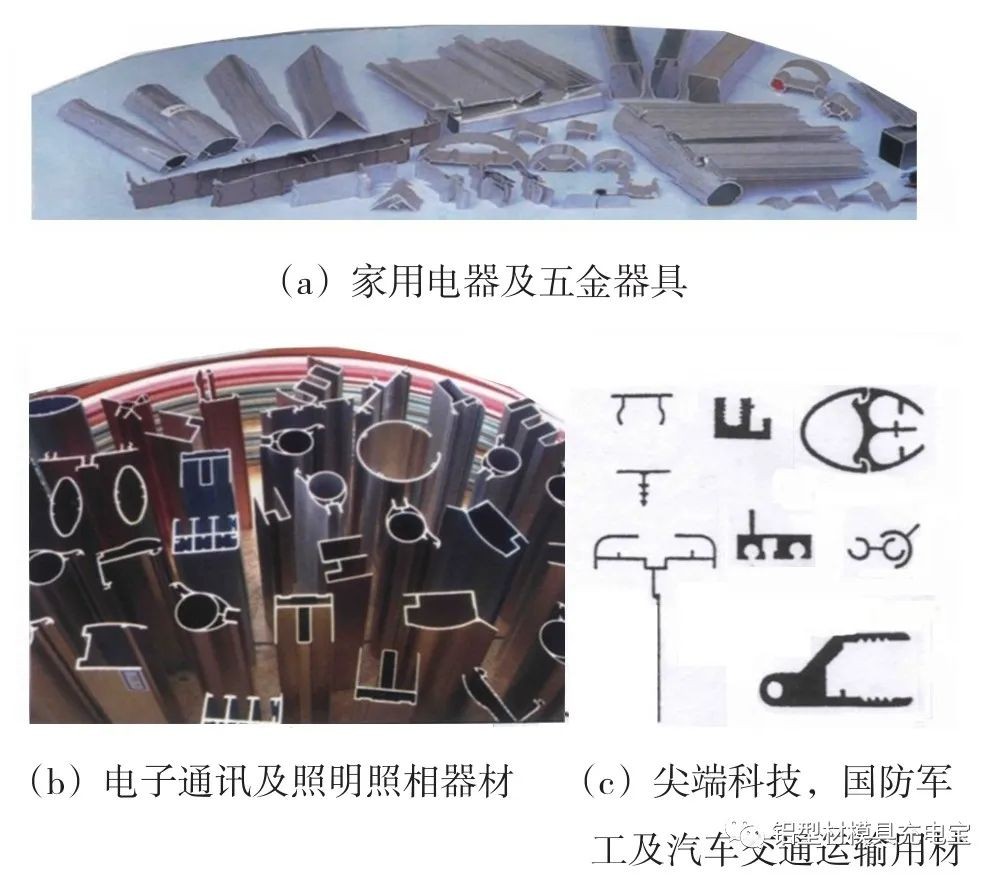
(6) Tam ir augsts tehniskais saturs un to ir ļoti grūti ražot, un tam ir īpašas prasības attiecībā uz ekstrūzijas iekārtām, instrumentiem, sagatavēm un ražošanas procesiem. 1. attēlā ir parādīts dažu mazu precīzijas alumīnija sakausējuma profilu šķērsgriezuma piemērs.
2. Alumīnija sakausējuma speciālo precīzijas ekstrūzijas materiālu klasifikācija
Precīzijas jeb īpaši precīzi alumīnija sakausējuma ekstrūzijas tiek plaši izmantotas elektroniskajos instrumentos, sakaru iekārtās un progresīvās zinātnes jomā, valsts aizsardzības un militārajā rūpniecībā, precīzijas mehāniskajos instrumentos, vājstrāvas iekārtās, kosmosa, kodolrūpniecības, enerģētikas un elektroapgādes, zemūdeņu un kuģu, automašīnu un transporta instrumentu, medicīnas iekārtu, aparatūras instrumentu, apgaismojuma, fotogrāfijas un elektronisko ierīču ražošanā. Vispārīgi runājot, precīzijas jeb īpaši precīzi alumīnija sakausējuma ekstrūzijas var iedalīt divās kategorijās pēc to izskata īpašībām: pirmā kategorija ir profili ar maziem izmēriem. Šāda veida profilu sauc arī par īpaši maziem profiliem vai mini profiliem. To kopējais izmērs parasti ir tikai daži milimetri, minimālais sienas biezums ir mazāks par 0,5 mm, un vienības svars ir no vairākiem gramiem līdz desmitiem gramu uz metru. To mazā izmēra dēļ tiem parasti ir nepieciešamas stingras pielaides. Piemēram, šķērsgriezuma izmēru pielaide ir mazāka par ±0,05 mm. Turklāt arī ekstrudēto izstrādājumu taisnvirziena un vērpes prasības ir ļoti stingras.
Otrs veids ir profili, kuru šķērsgriezuma izmērs nav ļoti mazs, bet kuriem ir nepieciešamas ļoti stingras izmēru pielaides, vai profili ar sarežģītu šķērsgriezuma formu un plānu sienu biezumu, lai gan šķērsgriezuma izmērs ir liels. 2. attēlā redzama īpašas formas caurule (rūpnieciski tīrs alumīnijs), ko Japānas uzņēmums ekstrudējis uz 16,3 MN horizontālas hidrauliskās preses ar speciālu dalītu matricu automobiļu gaisa kondicionēšanas kondensatoram. Šāda veida profila ekstrūzijas formēšanas grūtības nav mazākas kā pirmā veida īpaši mazajiem profiliem. Ekstrudētiem profiliem ar lieliem šķērsgriezuma izmēriem un ļoti stingrām pielaides prasībām ir nepieciešama ne tikai uzlabota veidņu projektēšanas tehnoloģija, bet arī stingra vadības tehnoloģija visam ražošanas procesam no sagataves līdz gatavam produktam.
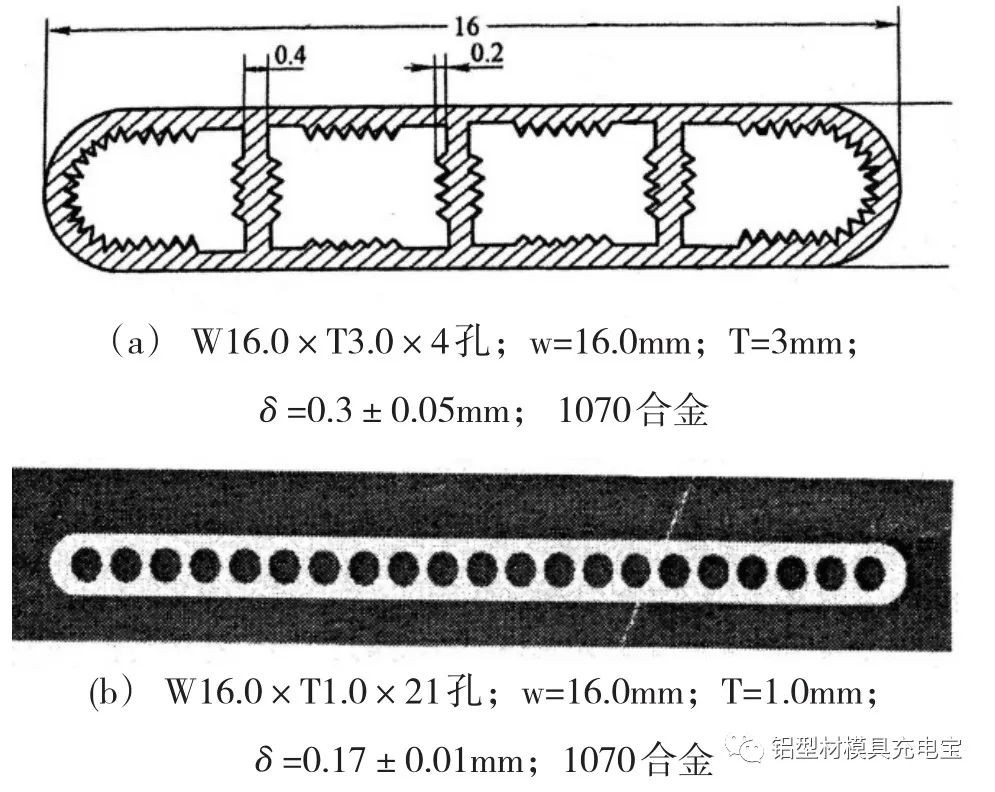
Kopš 20. gs. astoņdesmito gadu sākuma, pateicoties Conform nepārtrauktās ekstrūzijas tehnoloģijas praktiskai pielietošanai un rūpniecisko tehnoloģiju attīstībai, mazu un īpaši mazu profilu ekstrūzija ir strauji attīstījusies. Tomēr dažādu iemeslu dēļ, piemēram, iekārtu ierobežojumu, produktu kvalitātes prasību un ekstrūzijas tehnoloģijas attīstības dēļ, mazo profilu ražošana, izmantojot parastās ekstrūzijas iekārtas, joprojām veido lielu daļu. 2. attēlā parādīti parasto dalīto matricu ekstrūzijas precīzijas profili. Veidnes kalpošanas laiks (īpaši šunta tiltiņa un veidnes serdes izturība un nodilumizturība) un materiāla plūsma ekstrūzijas laikā kļūst par galvenajiem faktoriem, kas ietekmē tās ražošanu. Tas ir tāpēc, ka, ekstrudējot profilu, veidnes serdes izmērs ir mazs un forma ir sarežģīta, un izturība un nodilumizturība ir svarīgi faktori, kas ietekmē veidnes kalpošanas laiku, veidnes kalpošanas laiks tieši ietekmē ražošanas izmaksas. No otras puses, daudziem precīzijas profiliem ir plānas sienas un sarežģītas formas, un materiālu plūsma ekstrūzijas procesā tieši ietekmē profilu formu un izmēru precizitāti.
Lai novērstu oksīda plēves un eļļas iekļūšanu uz sagataves virsmas un nodrošinātu vienmērīgu un uzticamu produkta kvalitāti, sagatavi, kas uzkarsēta līdz noteiktajai temperatūrai, pirms ekstrūzijas var nomizot (saukta par karsto mizošanu) un pēc tam ātri ievietot ekstrūzijas mucā ekstrūzijai. Vienlaikus ekstrudētā blīve jāuztur tīra, lai novērstu eļļas un netīrumu pielipšanu blīvei, noņemot lieko spiedienu pēc vienas ekstrūzijas un uzstādot blīvi nākamajā ekstrūzijā.
Atbilstoši šķērsgriezuma izmēru precizitātei un formas un pozīcijas pielaidei, īpaši precīzi alumīnija sakausējuma ekstrūziju var iedalīt īpaši precīzi alumīnija sakausējuma profilos un mazos (miniatūros) īpaši augstas precizitātes alumīnija sakausējuma profilos. Kopumā tā precizitāte pārsniedz valsts standartus (piemēram, GB, JIS, ASTM u.c.). Īpaši augstas precizitātes profilus sauc par īpaši precīzi alumīnija sakausējuma profiliem, piemēram, izmēru pielaide ir lielāka par ±0,1 mm, un lūzuma virsmas sienas biezuma pielaide ir ±0,05 mm ~ ±0,03 mm robežās profiliem un caurulēm.
Ja tā precizitāte ir vairāk nekā divas reizes lielāka par valsts standarta īpaši augstu precizitāti, to sauc par mazu (miniatūru) īpaši augstas precizitātes alumīnija sakausējuma profilu, piemēram, formas pielaide ir ±0,09 mm, sienas biezuma pielaide ir ±0,03 mm ~ ±0,01 mm mazam (miniatūram) profilam vai caurulei.
3. Alumīnija un alumīnija sakausējumu speciālo precīzijas ekstrūzijas materiālu attīstības perspektīvas
2017. gadā alumīnija apstrādes materiālu ražošana un pārdošana pasaulē pārsniedza 6000 kt/gadā, no kuriem alumīnija un alumīnija sakausējumu ekstrūzijas materiālu ražošana un pārdošana pārsniedza 25000 kt/gadā, veidojot vairāk nekā 40% no kopējā alumīnija ražošanas un pārdošanas apjoma. Alumīnija ekstrudētie vidēja izmēra stieņi veidoja 90%, no kuriem vispārējie profili un stieņi, kā arī maza un vidēja izmēra civilās būvniecības profili veidoja vairāk nekā 80% no stieņiem, lielie un vidējie profili un īpašie speciālie profili un stieņi veidoja tikai aptuveni 15%. Caurules veidoja aptuveni 8% no alumīnija sakausējuma ekstrudētā materiāla, savukārt profilētās caurules un īpašie speciālie profili veidoja tikai aptuveni 20% no caurulēm. No iepriekš minētā var redzēt, ka vislielākais alumīnija un alumīnija sakausējumu ekstrūzijas materiālu ražošanas un pārdošanas apjoms un visplašāk izmantotie ir maza un vidēja izmēra civilās būvniecības profili, vispārējie profili, stieņi un caurules. Savukārt īpašie profili, stieņi un caurules veido tikai aptuveni 15%, un šādu produktu galvenās īpašības ir: ar īpašām funkcijām vai veiktspēju; paredzēts konkrētam mērķim; Ar lielu vai mazu specifikācijas izmēru; Ar ārkārtīgi augstu izmēru precizitāti vai virsmas prasībām. Tāpēc daudzveidība ir lielāka un partijas ir mazākas, ir nepieciešams palielināt īpašus procesus vai pievienot kādu īpašu aprīkojumu un instrumentus, ražošana ir sarežģīta un tehniskais saturs ir augsts, ražošanas izmaksas palielinās un pievienotā vērtība palielinās.
Attīstoties zinātnei un tehnoloģijām un nepārtraukti uzlabojoties cilvēku dzīves līmenim, alumīnija un alumīnija sakausējumu ekstrūzijas izstrādājumu ražošanai, kvalitātei un daudzveidībai ir izvirzītas arvien augstākas prasības, īpaši pēdējos gados, produktu personalizācijas parādīšanās ir veicinājusi īpašu profilu un cauruļu ar personalizētām īpašībām un specifisku pielietojumu izstrādi.
Īpaši precīzi profili tiek plaši izmantoti elektroniskajos instrumentos, sakaru, pasta un telekomunikāciju iekārtās, precīzijas mašīnās, precīzijas instrumentos, vājstrāvas iekārtās, aviācijā, kodolzemūdenēs un kuģos, autobūves nozarē un citās jomās, kurās tiek ražotas mazas, plānas sienas un ļoti precīzas detaļas. Parasti pielaides prasības ir ļoti stingras, piemēram, šķērsgriezuma kontūras izmēra pielaide ir mazāka par ±0,10 mm, sienas biezuma pielaide ir mazāka par ±0,05 mm. Turklāt arī ekstrudēto izstrādājumu plakanuma, sagriešanās un citas formas un pozīcijas pielaides ir ļoti stingras. Turklāt īpašu mazu īpaši precīzu alumīnija sakausējuma profilu ekstrūzijas procesā ir ļoti stingras prasības gan iekārtām, gan veidnēm, gan procesam. Pateicoties mūsdienu rūpniecības straujajai attīstībai, progresīvajai valsts aizsardzības un zinātniskajai pētniecībai un citiem pasākumiem, kā arī personalizācijas pakāpes uzlabošanai, mazo īpaši precīzu profilu skaits, daudzveidība un kvalitāte arvien pieaug, lai gan pēdējos gados ir izstrādāts un ražots daudz augstas kvalitātes mazu īpaši precīzu alumīnija sakausējuma profilu, taču tie joprojām nespēj apmierināt tirgus vajadzības. Jo īpaši joprojām pastāv liela plaisa starp vietējām tehnoloģijām un iekārtām mazu īpaši precīzu alumīnija sakausējuma profilu ražošanai un starptautisko progresīvo līmeni, kas nespēj apmierināt vietējā un ārvalstu tirgus pieprasījumu un ir jāpanāk.
4. Secinājums
Alumīnija un alumīnija sakausējumu speciālās precizitātes ekstrūzija (profili un caurules) ir sarežģītas formas, plānas sienas, ļoti augstas izmēru pielaides un formas un pozīcijas precizitātes prasības, augsts tehniskais saturs, sarežģīta augstas kvalitātes materiālu ražošana, tas ir neaizstājams galvenais materiāls valsts ekonomikai un valsts aizsardzībai, ļoti plašs pielietojuma klāsts, daudzsološas materiāla attīstības perspektīvas. Šī produkta ražošanai ir īpašas prasības attiecībā uz sagatavēm, instrumentiem un ekstrūzijas iekārtām, kā arī ekstrūzijas procesu, un ir jāatrisina virkne svarīgu tehnisku problēmu, lai iegūtu izcilus produktus partijās.
Rediģēja Meja Dzjana no MAT Aluminum
Publicēšanas laiks: 2024. gada 7. aprīlis



